1991-2000年中国光缆制造的发展阶段
在90年代,受中国通信建设特别是光纤通信建设持续增加的影响,中国的光缆产业在这一时期得到了长足的发展,在品种、工艺装备、原材料、理论基础、检测技术等多个方面都得到显著的增强,这一时国家的光缆需求主要是干线,因此在结构上是一个趋同化的进程,在光缆结构和制造工艺上有以下几个大的类型。
层绞式光缆
1991年武汉邮科院引进了NOKIA松套生产线,并从法国引进了S绞成缆线,层绞式光缆开始广为应用,对于S绞结构,采用了收放线同步退扭技术,光缆节距稳定,油膏填充绕包聚酯带,优点是光缆性能稳定,并且奠定了今天光缆余长设计的理论基础,缺点是设备复杂,效率低,能耗大。到了1995年开发出了SZ绞成缆设备,大大简化了成缆设备,提高了生产效率,采用双偏芯扎纱、SZ往复绞合工艺,油膏填充,纵包或绕包包带,***生产12单元管,开发了填充绳作为填充单元,设计了领示色和全色谱两种区分方法,光缆的典型结构如下:
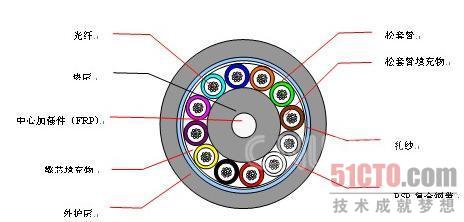
图三 层绞式光缆典型结构
层绞式光缆按使用可分为直埋型,如GYTA53、GYTY53、GYTA53+33等,管道和架空的主要是GYTA和GYTS。护层结构的不同导致工艺上的区别,出现了扎纹纵包工艺和铝带平带工艺,出现了热熔胶粘边工艺。
SZ绞工艺在中国光缆产业发展中占据重要的地位,所有光缆厂都有SZ成缆线,并在S绞设计原理的基础上,对SZ绞形成了完整的拉伸、温度形变的理论,并用于指导实践生产。
带状光纤结构光缆
与套管技术不同的是把多根光纤并排成带技术,这一技术最早还是日本,用于骨架式带缆,而引入中国最早的是中心管式带缆。光纤带的关键技术是并带,主要指标是平整度的控制,并带用的着色光纤也与普通着色纤的着色工艺控制不同,并带另一个关键就是收排线的整齐度和张力要与套管工艺匹配。下面依次是层绞式带缆、中心管式带缆、骨架式带缆的结构图。
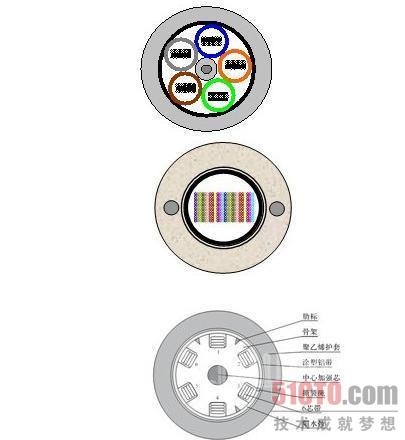
图四 三种典型带装光纤光缆结构
带纤套管工艺中的带纤都是采用S或Z绞进管的,因此其余长的概念与普通套管是不同的,由于套管粗,一般都没有采用轮式牵引,采用多是履带牵引,控制余长的关键参数是:放带张力、入管节距、模具(多个)、水温和收线张力,其理论计算要特别计算每个边带边纤的应变,并且与实际测试结果结合应证,在开始阶段各厂设计的占空比和节距都比较大,伴随成本压力的增加,工艺技术开始向小结构方向努力,在带缆结构上最能体现各厂的工艺控制能力。
骨架带缆因其无油膏,在应用上有其特色,在这一时期只有长飞公司引进了这个技术,但用途不广,问题主要有:不能做12芯带,降低了一次熔接的芯数,采用S绞,不便于任意分支,设备复杂、成本高、效率低。
OPGW光缆
在这一时期,中国电力网建设迅猛,推动了电力系统通信的需求,先后产生了ADSS和OPGW,对于ADSS在工艺上主要是增加了芳纶绞工艺,在控制上,主要是设计了大余长光缆,而OPGW应该说是一种全新的大量应用的品种,其结构如下:

图五 OPGW代表结构
OPGW(复合光纤架空地线)采用了不锈钢焊接技术,包括不锈钢带表面处理、切边、成型、无缝氩弧焊、充油、拉拔、探伤等多个复杂技术,把多根光纤放在不锈钢保护管中,外单向绞铝包钢绞线,即使是雷击等大电流通过光缆时也不会损伤光纤。由于其优良的应用特性,广泛被新建电力系统采用,形成了一个近30亿规模的产业,而其不锈钢管套管技术为海缆的实现打下了伏笔。更多内容请看:浅谈光缆制造技术的演进 上篇
【编辑推荐】