1982-1990年中国光缆制造的探索阶段
自1982年***根实用化多模光缆在中国的应用开始,我国的光缆制造和产业化发展已历经30个念头,经历了9年一次的三起三落,发展到今天,形成了世界上***的光缆产业和相关产业群,年产能达到近1亿芯公里,年实际产量达到8千万芯公里。作为世界上***的光缆制造国,我们光缆企业回首看产业的发展,与这三十年来光缆制造工艺的技术创新是分不开的,中国企业在骨架、中心管、层绞三种结构的选择上、在光缆机械性能的研究上、在工程应用以及在理论推算和总结上都已处于世界先进水平。
中国的光缆制造可以说与国际同步开始,但在基础工业和工艺落后的九十年代,我国的光缆工艺以引进技术为主,其中侯马电缆厂为主的骨架式单螺旋绞光缆出现的最早,之后出现了中心管式的结构,武汉邮电科学研究院开发的中心束管光缆(农话缆)至今仍是一个重要的光缆品种。
骨架槽光缆
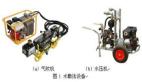
早期的光纤技术还不完善,在光纤表面的涂层还是采用的热固化的硅树脂,光缆的脆弱使得光缆的保护更为重要,在成缆中的控制也要求更高,当时的光纤对侧压、-OH、弯曲更敏感,因此,开发出了复杂工艺的骨架式单螺旋绞光缆,把裸纤放在S绞的U型骨架槽内,从单纤骨架开发到多纤骨架,采用色谱区分技术来区分同一骨架槽内的光纤。光缆的结构如下图所示:
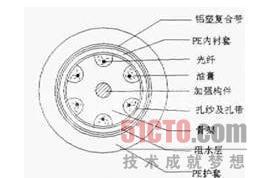
图一 骨架槽光缆
骨架槽设计思想来自电缆,对光纤侧压有很好的保护作用,靠光纤在槽中的位移来抵抗拉伸和温度变化光缆的形变。但其缺点是明显的,首先骨架槽的制作工艺要求高,效率低;其次,成缆的设备复杂、收放线同步要求高、退扭复杂、速度很慢,对大芯数光缆无法实现;***,在工程应用上发现,油膏的质量和填充对光缆寿命的影响很大。鉴于这些问题,这种结构在九十年代初期就陆续被淘汰了,但其某些特性和思路还将被现在使用,这在后面将介绍。
中心管式光缆
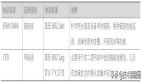
以美国AT&T公司为代表的中心管松套结构,因其光纤位于光缆的中心,具有良好的弯曲特性、结构紧凑,引进后成为一个主要品种,武汉邮电科学研究院结合我国幅员辽阔、当时光纤通信容量不大的特点,开发出***个有中国特色的光缆专利产品,中心束管式光缆。结构见图二:
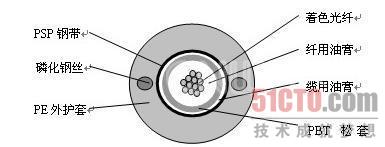
图二 中心管式典型结构
中心管结构也有几种形式,最早的没有钢带铠装,采用平行镀锌钢丝加强,存在渗水和低温特性不够好的问题;后来增加了钢带铠装,是我国***个光缆钢带纵包成型工艺,采用了分级成型,钢带平带对接、热熔胶粘接工艺,解决了渗水和高低温的问题,并确定了钢带的技术标准雏形,但光缆十分难开剥;***发展到了用阻水带或油膏填充工艺,进一步合理化了该结构。但从结构特性上来看,出现大于12芯时,需要采用复杂的扎束技术来区分光纤,后来开发出了喷环工艺,用于OPGW。当多组光纤放在一个套管中时,需要多个放纤架,设备的利用率受到限制,不利于大规模的生产,同时在工程上也不便于分歧。
中心管光缆制造中的关键技术是光纤在套管中的余长控制技术,在这一时期先出现的是速差法余长控制技术,通过牵引轮和履带牵引间的1-8‰速度差来控制,该方法具有直观可控性强的优点,但也具有设备复杂易磨损后不准确的问题;后出现的是水温控制余长的方法,这是一个重大的进步,通过两级水槽和中间牵引轮来控制余长,缺点是不同规格间需要通过工艺摸索来稳定工艺参数。目前水温控制法广泛用于层绞套管的生产,但对于大余长的稳定生产,该方法还是有困难。
虽然中心管光缆出现了很长时间,但真正能做好这个产品却不容易,其纵包成型工艺会减小余长,包覆太松,将导致高低温时套管收缩或伸长,工程上会出现在接头盒处断纤或损耗增加,为此IEC增加了一个试验,但未被国内采用;包覆的紧,吃掉过多余长,导致抗拉伸能力的下降。因此,有一段时间对这个结构的争论很多,其实,产品的好坏和生产企业的制造稳定和可控性在这个产品上反映的很明显。
光缆的其它结构和情况
在这个时期出现了一些结构上的探索,如紧套结构的室外光缆,紧套结构比裸纤具有更好的保护性,但损耗大,与同样结构的松套光缆比机械性能差,生产效率低,没有被选作长途光缆。
中心管结构的一个变形就是钢丝铠装结构,至今仍有采用,采用0.6-1mm的单细低碳钢丝绞绕在套管外,加上钢带纵包护套,这个产品在广电系统应用的多些。
在这个十年中,中国的光缆产业发展是离不开原材料厂家的创业开端的,最开始的原材料都是进口产品,如纤膏、缆膏是进口UNIGEL、ASTOR等的,阻水带是盖克的,PBT是德国赫兹等的,只有铝带是用电缆铝带代替的。到了80年代末,相继出现了一些研究原材料的研究所和企业,在纤膏、缆膏、阻水带、复合金属带等方面开始研究和试验。
光缆的介绍还不止以上这些,读者如若想了解更多内容请看:浅谈光缆制造技术的演进 下篇
【编辑推荐】